D371X 铸铁中线对夹蝶阀 *





产品简介
详细信息
 | |
江瑞蝶阀产品介绍 | |
径范围:DN40-DN900 |  |
材质种类:碳钢WCB 不锈钢304、316 铸铁 球铁 | |
厂家性质:生产厂家-铸造-装配一体化 | |
执行标准:制造标准 JB /T8527-97 法兰标准 GB9113-2000 结构长度标准 GB12221-89 检验标准 GB/T13927-92 | |
| |
江瑞是一家铸造企业!一家阀门公司 铸铁中线对夹蝶阀 *铸铁中线对夹蝶阀 *铸铁中线对夹蝶阀 * | |
铸造*步:制蜡-作为生产线的首要步骤,制蜡生产线全部采用自动化一体设备,*依靠机器操纵,从注蜡,取模,冷却,*精度保证,高效率运行,产量可达15000件/天。 铸造第二部:制壳-作为阀体的外衣要更坚固,制壳生产线一共经过25道工艺的层层把关,由25位*技师严格操作,做到砂料均匀布满壳体。密封严密,“0”透气,杜绝每一个微小气孔的产生,保证壳体内腔光滑,牢固。后经过层层检验删选出优质壳体进入下一步铸造。 铸造第三部:真空脱蜡-我们拥有国内*的脱蜡设备,经验丰富的脱蜡技师,能在短短几分钟内将壳体与蜡膜分离干净!真正做到高效专业! 铸造第四部:烧制壳体-对技术与经验的考量!要保证在烧制过程中壳体不变形,受热稳定必须做到高中低温度的适量转换,受热均匀,要不定时变换位置,均匀烤制。一切采用环保无污染设备,保护我们的环境。 铸造第五步:浇筑-铸造工艺的后一步,采用电炉高效稳定的融化原材料,顺利将马氏体,奥氏体转化成珠光体,我们的*浇筑技师以秒为单位将流量均匀的浇筑在壳体内部,控制气泡的产生。高效保证阀体内部结构的稳定,提高强度,硬度,延长阀体的使用寿命。 铸造第六步:清整-首先要将阀体水口切除再反复打砂,清除表面沙子,将阀体每一个小角落凸显立体,我们的专业人员为其修整边角以及外观处理,阀体成型。
机加工是组装阀体的*步 我公司加工工厂机械设备均采用国内*,校准精度高,操作简单,可以加工DN40-DN2200阀体,我们的每一位技师都坚持着认真负责的工作信念,保证每一台阀体尺寸满足甚至高于国家标准。 装配过程决定阀体密封性能 我公司组装流水线均为机械一体化操作、调试,做到阀体与配件的严丝合缝,并且我公司所有配件均为国内*,厂家直采,成本低,效率高!由专业测压仪器24小时反复检测密封性能,承压效果,为每一为用户提供优质的保障。
| |
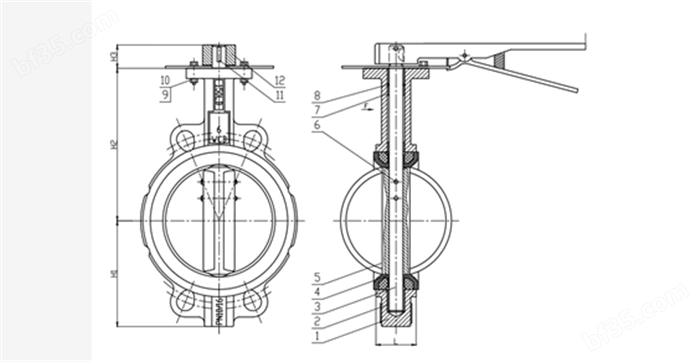
国标中线外形结构图 | |
 | |
江瑞蝶阀优势-生产*,只卖好的,不卖贵的! | |
我公司是一家天津蝶阀厂(铸造生产厂家),一般包括对夹式蝶阀,衬氟蝶阀,电动蝶阀。*的方式省去了层层中间商环节,提供到用户手中是实实在在的实惠,我公司经营多年,一直面向中客户,深得客户信赖,在此对广大客户表示重心的感谢!以后再接再厉,继续研发生产高品质低价位的产品。 | |
江瑞售后承诺 | |

![_0~]}B`}YDM]~`CCV_N_$0L_副本.jpg](https://img76.bf35.com/bb33f2c9b6dc3b859d91a8b6dfade9e94ac7decfb4a5087c3bbf99194b3505cfcf3ba2601c121fc3.png)
江瑞阀门本着“高质量,优服务,求发展”的精神,以“优质产品、合理价格、贴心服务”的原则向您郑重承诺:
我公司保证出厂的产品均按有关国家标准生产和检验,不合格的产品决不出厂。保证严格履行、兑现产品三包服务(保修、包换、包退)。