
DG85-45 DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵





产品简介
详细信息
DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵是我厂根据工业锅炉给排水有关规范开发的新产品。由于采用了使用的优秀节能产品的水力模型,因此DG型泵效率高、性能范围广、更好地满足使用要求。用于替代老型号GC型离心泵,在结构上采用了卧式、多级泵分段形式,因而运转安全、平稳、噪音低、寿命长、安装维修方便。此型泵特别适用于工业锅炉供排水、冷却水输送等。也可以通过改变材质、密封形式和增加冷却系统用于输送热水、油品、腐蚀介质等,广泛适用于石油化工、热水循环、环保产业、纯净水输送等行业。输送介质温度为:-20°C~150°C。允许进口压力为0.6MPa。
轴就会产生更加向上的凸起,在加热前状态与加热后状态的轴线的百分表读数差(在大弯曲断面附近)。一般热弯曲值为轴伸直量的8~17倍,即轴加热凸起0.08~0.17mm时,轴冷却后可校直0.0lmm,具体情况与轴的长径比及材料有关。对一根轴*次加热后的热弯曲值与轴的伸长量之间的关系,应作为下一次加热直轴的依据。(7)当轴冷却到常温后,用百分表测量轴弯曲并画出弯曲曲线。若未达到允许范围,则应再次校直。如果轴的大弯曲处再次加热无效果,应在原加热处轴向移动一位置,同时用两个焊嘴顺序局部加热校正。(8)轴的校正应稍有过弯,即应有与原弯曲方向相反的0.01~0.03mm的弯曲值,待轴退火处理后,这一过弯值即可消失。
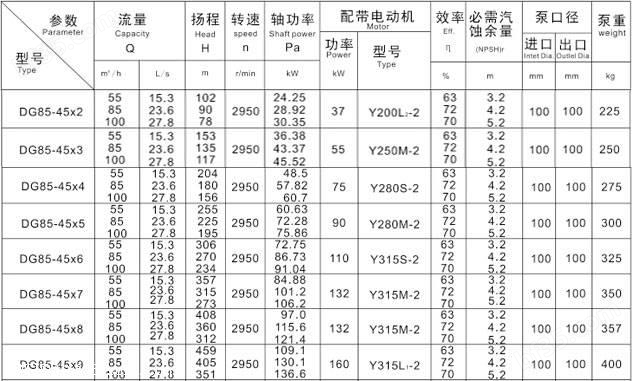
DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵性能范围
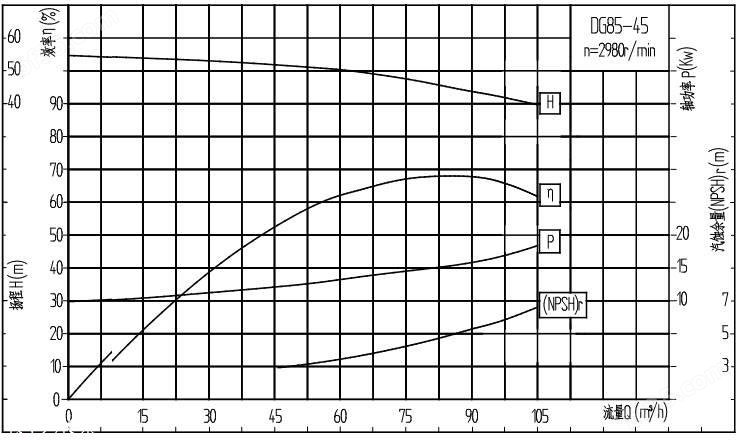
流量:Q=85m3/h
扬程:H=450m(次高压)

DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵产品用途
DG型卧式多级锅炉给水泵是我厂根据工业锅炉给排水有关规范开发的新产品。由于采用了使用的优秀节能产品的水力模型,因此DG型泵效率高、性能范围广、更好地满足使用要求。用于替代老型号GC型离心泵,在结构上采用了卧式、多级泵分段形式,因而运转安全、平稳、噪音低、寿命长、安装维修方便。此型泵特别适用于工业锅炉供排水、冷却水输送等。也可以通过改变材质、密封形式和增加冷却系统用于输送热水、油品、腐蚀介质等,广泛适用于石油化工、热水循环、环保产业、纯净水输送等行业。输送介质温度为:-20°C~150°C。允许进口压力为0.6MPa。
DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵型号说明
例:DG85-80X12
DG-多级锅炉给水泵
85-设计点流量为85m3/h
80-设计点单级扬程为80m
12——级数为12级
DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵产品特点
1、水力模型*,效率高,性能范围广。
2、泵运行平稳,噪音低。
3、轴封采用软填料密封或机械密封,密封安全可靠、结构简单,维修方便快捷。
4、轴为全封结构,确保了不与介质接触,不锈蚀,使用寿命长。
DG85-45X4,DG85-45X7,DG85-45X10锅炉给水泵安装顺序
(1)机组运到现场,附带底座者已装好电动机,找平底座时可不必卸下水泵和电机。
(2)将底座放在地基上,在地脚螺钉附近垫楔形垫铁,将底座垫高20~40毫米,准备找平后填充水泥浆之用。
(3)用水平仪检查底座的水平度,找平后扳紧地脚螺母用水泥浆填充底座,待水泥干涸后应再次检查水平度。
(4)当机组功率较大时,为了方便运输可能会将泵、电机及底座分开包装,这时即需要用户自行安装,校正水泵机组,其方法如洗:
a.将底座的支持平面、水泵脚、电机脚的平面上的污物洗清除净,并把水泵和电机放到底座上。
b.调整泵轴水平,找平后适当上紧螺母,以防走动.
c.吊起电机,使泵联轴器和电机联轴器配合,放下电机到底做上相应位置;
d.调整两联轴器间隙为5mm左右,并校正电机轴与泵轴的轴心线是否重合,其方法是将平尺放在联轴器上,两联轴器外圆与平尺相平,若不重合,应调整电机或泵的相对位置,或垫以薄片来调整;
e.为了检查安装的精度,要在联轴器圆周上几个不同位置上用塞尺测量两联轴器平面的间隙,联轴器平面一周上间隙差数不得越过0.3毫米.两端中心线上下或左右的差数不得越过0.1毫米。
(5)当机组不带底座时,则需在基础上直接安装,其方法与4相似,但应更加注意校正。

在靠近加热处的两侧装上百分表以观察加热后的变化。(4)用石棉布把大弯曲处包起来,以大弯曲点为中心把石棉布开出长方形的加热孔。加热孔长度(沿圆周方向)约为该处轴径的25%~30%,孔的宽度(沿轴线方向)与弯曲度有关,约为该处直径的10%一15%。(5)选用较小的6号或7号焊嘴对加热孔处的轴面加热。加热时焊嘴距轴面约15~20mm,先从孔中心开始,然后向两侧移动,均匀地、周期地移动火嘴。当加热至500~550℃时(轴表面呈暗红色),立即用石棉布把加热孔盖起来,以免冷却过快而使轴表面硬化或产生裂纹。(6)在校正较小直径的泵轴时,一般可采用观察热弯曲值的方法来控制加热时间。热弯曲值是当用火嘴加热轴的凸起部分时。