
单级悬臂式离心泵主要零部件的修理
时间:2016-03-21 阅读:317
单级悬臂式离心泵主要零部件的修理
1、叶轮的修理
(1)磨损的修理 叶轮经过一段时间的使用后,会产生正常的磨损或腐蚀,也可能会因意外的情况而出现裂纹或破损。因此,应视不同情况予以修复或更换。
叶轮与其他零部件相摩擦所产生的偏磨损,可用“堆焊法”来修理。对于不同材质叶轮,其堆焊方法不同。对于铸钢叶轮可用普通结构焊条;对于不锈钢,应选用不锈钢焊条,采用电弧焊的方法堆焊。对于铸铁叶轮,可用铸铁焊条,采用-乙炔气焊进行堆焊。铸铁叶轮堆焊时,应*行预热,其预热温度为650~750℃。堆焊后,应在车床上将堆焊层车光到原来的尺寸。对于玻璃钢或塑料叶轮的磨损,一般不进行修复,而用备件更换。
叶轮受酸、碱、盐的腐蚀或介质的冲刷,所形成的厚度减薄、铸铁叶轮的气孔或夹渣以及由于振动或碰撞所产生的裂纹或变形,一般情况下是不进行修理的,可以用新的备件来更换。但是,如果必须进行修理,可用“补焊法”来进行修复。补焊时,根据叶轮的材质不同,采用不同的补焊方法。如果非金属叶轮出现裂纹或破损,可用环氧树脂粘接,粘接后应恢复原状,且24h之后才能使用。
大型化工用泵,叶轮流道较宽,当它被腐蚀时,除了可以补焊修复外,还可用环氧树脂胶黏剂修补。
使用环氧树脂胶黏剂修补叶轮的操作顺序如下。
a、准备玻璃布2~3层(无碱、无捻粗纱玻璃布,厚度为0.5mm)。
b、将叶轮需要修补的地方及其周围表面进行除锈及除油逅处理,用细砂纸打磨,并清洗干净,然后将其干燥。
c、调制环氧树脂胶黏剂,其组成(质量比)见表一。
表一 调制环氧树脂胶黏剂
组成 | 用量 | 组成 | 用量 |
环氧树脂 | 100 | 120目辉绿岩粉(填料) | 30~50 |
乙二胺(固化剂) | 8 | 苯乙烯(增韧剂) | 5 |
二丁酯(增塑剂) | 10 | 丙酮(稀释剂) | 适量 |
将环氧树脂隔水加热到30~40℃,使其易于调拌,再放入增塑剂和填料,并混合均匀,待修补时放入固化剂;如觉太稠,不便施工,可加入适量的稀释剂。
d、将配制好的胶黏剂迅速、均匀地涂抹在需修补处的表面。
e、将*层玻璃布平整地贴在所涂的胶黏剂上,再在玻璃布上薄薄地涂一层胶黏剂(一般不超过0.2mm厚),平整地贴上第二层玻璃布……玻璃布的层数取决于腐蚀凹坑深度,一般为2~3层。zui后在末层玻璃布表面涂一层胶黏剂。
f、在室温下固化24h即可使用。
(2)径向跳动的修理 叶轮进口端和出口端的外圆,其径向跳动量一般不应超过0.05mm。如果超过得不多(在0.1mm之内),可以在车床上车去0.06~0.mm,使其符合要求。如果超过很多,应该检查泵轴的直线度偏差是否太大,并且可以用矫直泵轴的方法进行修理,来消除疑虑的径向跳动。
2、泵轴的修理
(1)弯曲泵轴的修理 泵轴的弯曲方向和弯曲量被测量出来后,如果弯曲量超过允许范围,则可利用矫直的方法对泵轴进行修理。泵轴的矫直方法有两种,即冷矫法,可根据泵轴的弯曲量大小来选择矫直方法。矫直中,不能急于求成,并与泵轴直线度的复查工作穿插进行,以便得到比较的矫直效果。
(2)泵轴磨损的修理 对局部磨损的泵轴,如果磨损深度不太大时,可将磨损的部位用堆焊法进行修理。堆焊后应在车床上车削到原来的尺寸。如果磨损深度较大时,可用补充零件法进行修理,修理的方法:先在车床上车去泵轴的磨损层,另外车削一件套筒,使套筒与泵轴镶配在一起,并使套筒的内径与泵轴上车光层的外径形成过盈配合,其过盈值可根据泵轴直径的大小而定,通常情况下,过盈量为0~!0.03mm。套筒往泵轴上装配时,可以用大锤打人(但必须在套筒上衬软金属衬垫),也可以用压力机压入,过盈量较大时,还可以用“热装法”进行装配,即将套筒加热,使其受热膨胀,然后将套筒套在泵轴上,令其自然冷却。zui后,将泵轴的镶套部位车削到原来的尺寸。
对于磨损很严重或出现裂纹的泵轴,一般不进行修理,而用备品配件进行更换。
(3)键槽的修理 泵轴上键槽的侧面,如果损坏较轻微,可使用锉刀进行修光。如果出现较严重的歪斜现象,应该用堆焊的方法来进行修理。修理时,先用电弧焊堆焊出键槽的雏形,然后用铣削,刨削或手工锉削的方法,恢复键槽原来的尺寸和形状。
除此之外,还可以用改换键槽位置的方法进行修理。即先将原来键槽的位置进行满堆焊,然后用曲面锉削的方法,使其表面的曲率半径与轴颈相同,并形成圆滑连接。zui后,将轴件转过180º,在原键槽背面相对应位置上,按照原来键槽的尺寸,加工出新的键槽。
3、泵体修理
(1)泵体轴承孔的修理 滚动轴承的外环在泵体轴承孔中产生相对转动时,便会将轴承孔的内圆尺寸磨大或出现台阶、沟纹等缺陷。对于这类缺陷,可用补充零件法进行修理。修理时,应首先将泵体固定在镗床上,把轴承孔尺寸镗大,然后按镗后轴承孔的尺寸镶套,并设置定位螺钉,防止内套产生相对转动,zui后把内套的内径镗到原来的尺寸,如图1所示。
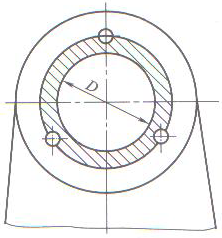
图1 泵体轴承孔镶套
(2)泵体损伤的修理 对于铸铁泵体,出现夹渣或气孔等其缺陷时,可先将缺陷处理干净,然后进行补焊。
泵体因受到振动、碰撞或敲击而出现裂缝时,可使用氧-乙炔气焊或电弧焊的方法进行补焊。