


品牌
其他厂商性质
沧州市所在地
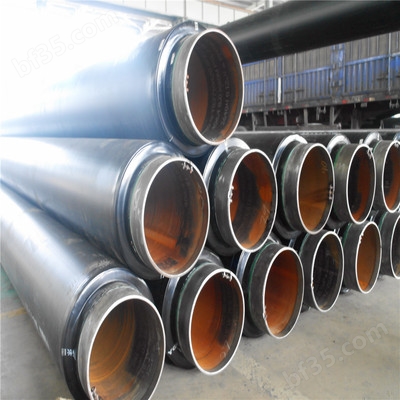
预制直埋管生产厂家
为控制土壤对管道的电化学腐蚀,*的作法是采用外防腐绝缘涂层和阴极保护联台措施,其中外防腐涂层为主要防腐手段,即在钢管和腐蚀介质之间建立一个绝缘隔离层,避免腐蚀介质和钢管接触,从根本上防止钢管的电化学腐蚀阴极保护作为涂层防腐的辅助手段,为涂层出现缺陷处的钢管外表面提供电化学防护,但在涂层质量不佳时,若采用阴极保护作为主要防腐手段,不单是阴极保护投资和维护费用剧增,而且在管理和维护、保护电流合理分布上都会出现许多难题,尤其是城市,阴极保护建设受很多限制。在选择外防腐涂层时,考虑因素不外乎以下几点: (1)有效的电绝缘性 (2)有效的隔水屏障性 (3)涂敷方法不会对管道性能产生不利影响 (4)涂层缺陷最小 (5)与管道表面有良好的附着力 (6)能防止针孔随时间扩展 (7)能抵抗装卸管道在储存和安装过程中的损伤 (8)能有效地保持绝缘电阻随时间恒定不变 (9)优良的抗剥离性能 (10)优良的抗化学介质性能 (11)补伤容易 (12)对环境无毒 其次,人为条件也是应该足够重视的因素,所谓人为条件是指施工单位的质量意识和管道所经过地段、居民的素质等等。野蛮装卸野蛮施工的现象在我国还未杜绝,管线沿线居民对未下沟回填的管道防腐层的人为破坏现象也在一定程度上存在,PE防腐层较强的机械强度恰恰弥补了这一缺陷,特别是在市区内、人口稠密地段,施工时这一优势更加明显。

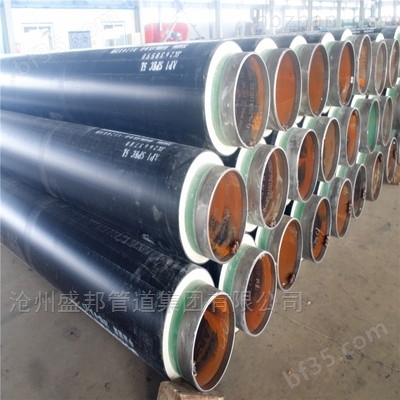
预制直埋管生产厂家
1、管道安装一般按下列顺序进行:先地下管,后地上管; 先大管后小管;先高压管后低压管; 先不锈钢管、合金钢管后碳素钢管; 先夹套管后单体管。
2、管道的焊缝位置应避开应力集中区,便于焊接、热处理及检验,并 应
符合下列规定:
(1)直管段两焊缝间距不小于 150mm,且不小于公称外径;
(2) 焊缝距中频弯管 (不包括压制或热推弯管) 的起弯点不得小于 100mm, 且不小于其公称外径;
(3)直缝钢管的纵向焊缝应位于易检修的位置,但水平管的焊缝不宜置于管底部位;
(4) 换向焊缝距支、 吊架的净距不应小于 50mm; 需要热处理的焊缝, 距支、吊架不得小于焊缝宽度的 5 倍,且不小于 100mm;
(5)不宜在焊缝及其边缘上开孔,否则,被开孔周围一倍孔径范围内 的焊缝,应全部进行无损探伤合格;
(6)有加固环的对接焊缝应与管子纵向焊缝错开,其间距不应小于 100mm,加固环距管子的环向焊缝不应小于 50mm;
(7)管道上的两铸件一般不宜直接焊接,在设计尺寸允许时,两铸件 间加焊短管。
3、管道安装前应进行内部清理,清理工作可根据管内的清洁要求及管 径的大小,分别采用下列方法中的一种:
(1)公称直径大于或等于 600mm 的管道,宜进入管内人工清扫或擦 拭;
(2)公称直径 200~550mm 的管道,可用弧形板拖扫,或将管子直 立,同时以木锤敲打管壁,使管内的铁锈及污物*倾出;
(3)公称直径 80~200mm 的管道,可用绑有破布、毛刷、钢丝刷的 铁丝在管内反复拖拉,直至干净;
(4)公称直径等于或小于 125mm 的管道,宜用压缩空气吹净;
(5)要求脱脂、防腐、衬里、酸洗、钝化的管道,其内部清理应按专 门的标准要求进行。
1.弯管防腐本工程为3PE加强级防腐,在涂敷弯管和实验方面,我们将根据防腐标准要求,结合我公司生产工艺采取如下技术措施: 1.1弯管的除锈和涂敷 1.1.1在防腐层涂敷前,组织有关人员对每根裸管进行几何尺寸、平直度、陷坑、麻点、壳皮,油脂等外观检测。检查合格进入到下一工序。对检查不合格的裸管单独堆放,并做好记录。 1.1.2 对带油脂的裸管,先除去弯管表面的油脂和污垢等附着物,采用无污染热源将弯管加热到40℃-60℃预热后再进行抛丸除锈。除锈质量满足GB/T8923中规定的Sa2.5级要求,锚纹深度达到50um-90um。将弯管表面的焊渣、毛刺以及附着的灰尘和磨料清除干净。并对除锈后的弯管进行吹尘处理,使灰尘磨料清扫干净。为防止涂敷前弯管表面受潮生锈或二次污染,预处理后的弯管应在4小时内进行涂敷,超过时间或表面返锈时,应重新进行表面处理。处理完毕,弯管进行二次检验,合格弯管进行涂敷生产,不合格弯管退出生产线。 1.1.3 合格裸管采用无污染热源进行加热,按照涂层材料的参数要求,加热弯管到涂层所需要的温度,但弯管高温度不准超过260℃,且不能影响弯管的力学性能。并定时做好温度记录,如有变动及时调整。 1.1.4 将无溶剂环氧底漆添加溶剂调和后,用耐热棉均匀的涂 抹到弯管的表面。然后将附着着胶黏剂层的聚乙烯热缩带根 据其收缩性、与钢管表面的密实情况和弯管防腐的等级要求,用无污染明火边加热边采用侧向缠绕方式进行密实缠绕。 1.1.5 热缩带缠绕过程中要注意明火的加热温度,不能过烧热缩 带,否则会影响聚乙烯热缩带的热缩性能。将弯管防腐完成后用水进行冷却,冷却后的防腐管做管端打磨处理,管端预留长度为100-150mm,预留端不应有防腐层。












