
大型蝶阀导向柱偏斜变形的处理
- 发布时间:2014/1/8 13:46:05
- 浏览次数:805
1概述
蝶阀(以下简称取水阀)是小型水轮发电机组常用的取水设备,与闸门式取水设备相比,蝶阀具有结构简单、工程造价低、工作可靠、易于安装和操作维修简便等优点,在小型水电工程中应用广泛。丰满发电厂用1#、2#水轮发电机采用一管两机布置,两机共用一台蝶阀取水设备,设置在坝体内。该阀是公称通径为DN1600mm的圆盘式立轴蝶阀。在大修中,该阀副蝶板因导向柱偏斜而与主蝶板不能*闭合。通过分析故障原因,经适当的处理,恢复了阀门的正常运行。
2问题的提出
取水阀由驱动机构、蝶板和阀座体等3部分组成。驱动机构为齿轮传动,手动操作,其由驱动主蝶板转动的齿轮副、驱动副蝶板水平位移的齿轮副和滑块换向装置等组成。蝶板由可分离的主蝶板和副蝶板组成,副蝶板通过内侧的导向柱(黄铜材质)与主蝶板内部的定位孔(铜套)配合实现导向定位,并通过蝶板内部的换向传动装置实现副蝶板的水平位移。阀座体由阀座和上盖组成,支撑驱动机构和蝶板并密闭阀腔体,两侧与钢管连接。阀门检修分解中发现,在主、副蝶板密封面之间由于夹杂异物导致其产生间隙,虽使用外力使副蝶板强行闭合,间隙仍然存在。若蝶板长期在管道中使用,则蝶板将处于振动状态,影响阀门安全运行。
3原因分析
从阀门结构上分析,主、副蝶板是厚度大于50mm的铸钢件,不易变形。定位孔是由厚壁铜管镶嵌在主蝶板内,也不易产生变形。副蝶板的导向柱为悬臂结构,热铆于副蝶板上,其刚度相对较低,在悬臂部分容易产生偏斜变形。从密封副上的间隙在圆周分布和形状判断,间隙的形成是在主副蝶板夹卡异物的情况下,强行闭合(开阀)操作,使副蝶板4根导向柱向有间隙的对侧偏斜,造成导向柱与副蝶板不垂直。
4处理
4.1处理方案
为了解决取水阀主副蝶板闭合存在的间隙,必须消除4根导向柱的偏斜状态。取水阀安装在坝体内部,阀室内无作业平台,现场不具备更换和热铆装配导向柱的条件。由于导向柱偏斜角度很小、柱身无裂纹,所以采用修磨导向柱偏离正常轮廓部分而不处理偏入正常轮廓部分的方法处理导向柱偏斜变形缺陷。
4.2导向柱偏斜测定
在作业现场,导向柱偏斜程度的检测采用直接测量法。对原副蝶板导向柱孔端面略作修平处理,并确定其4个端面在同一平面内,在孔端面上放置一块厚度为5mm的已作对应导向柱铰孔处理的冷轧板,作测量平台。检查调整固定副蝶板,使之水平,再调整钢板,使之紧贴副蝶板并水平。将直角座尺置于钢板上使其始终垂直于钢板,并移至导向柱附近,底直角边指向导向柱圆心(图1)。沿柱身圆周用游标卡尺测量座尺尺角与导向柱的距离L,L的zui大值点即为导向柱偏斜的方向,直角座尺的顶点(L值)轨迹呈圆弧状分布。导向柱端面偏离正常轮廓的部分是应该修磨掉的部分。再分别测量导向柱端面距钢板的高度h,由此可以得出导向柱端面中心的径向偏移量为(1+5/h)L(表1)。

表1导向柱端面中心的径向偏移mm
根据已测得导向柱端面中心的偏移量和偏斜方向(图2),需要修磨部分以偏斜方向为中心线,端面需修磨部分的截面呈月牙形,柱身需修磨部分沿轴向正视呈直角三角形,侧视抛物线分布,即在端面zui大修磨厚度为端面中心偏移量,在根部的修磨厚度减少为0。
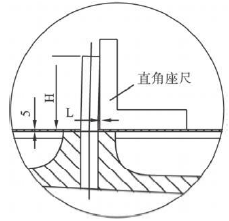
图1导向柱测量方法
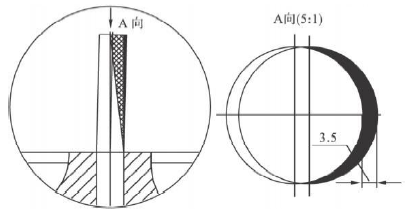
图2磨削部位(网状和黑色处)
从修磨量分析,zui大修磨截面约占截面面积的13%,修磨截面由近似椭圆形逐渐向圆形过渡,导向柱刚度虽有所降低,但能够满足阀门开关的刚度要求。
5结语
阀门导向柱经过处理后,副蝶板与主蝶板开闭正常,无卡阻,管道过流时未发现异常振动,满足取水阀的运行要求。阀门维修后的使用中,共开关操作4次,均未发现异常现象,阀座上盖填料箱处无明显渗液,表明蝶板在过流中的振动比维修前大幅降低,也表明导向柱修磨工艺处理是可行的。