
供氮装置在废气治理工艺方案
时间:2021-06-23 阅读:562
供氮装置在废气治理工艺方案
供氮装置 无需外加能源,利用被调介质自身能量为动力源,自动控制阀门介质流量,使阀后压力保持恒定的压力稳定装置。现已广泛应用于连续送气的天然气采输,城市煤气以及储罐氮封系统和冶金、石油、化工等工业生产部门。
序号 | 品 名 | 型 号 及 规 格 | 单位 | 数量 |
1 | 氮封阀 | 氮封阀ZZYVP-II DN15 PN10 进口压力 0.3-0.8 MPA,出口压力300-800PA | 台 | 1 |
2 | 泄氮阀 | 泄氮阀ZXD-10P DN25 PN10 起跳压力3KPA | 台 | 1 |
阀特点:控制精度高,可比一般ZZY型直接操作型调压阀高一倍左右。调节压差比大(如阀前0.8MPa、阀后0.001MPa)特别适合微压气体控制。 在储罐上设置氮封系统装置,维持罐内气相空间压力在1.2KPa左右,当气相空间压力高于1.4KPa时,氮封阀关闭,停止氮气供应;当气相空间压力低于0.8KPa时,氮封阀开启,开始补充氮气,保证储罐在正常运行过程中不吸进空气,防止形成爆炸性气体。苏州巨联始建于2004年,是一家以环保设备和纺织机械为主,以有机溶剂、树脂材料、活性炭、危废处置及危化运输为辅的高新技术企业,现辖苏州巨联环保有限公司、苏州巨联运输有限公司、吉安巨联环保科技有限公司。凭借14年的研发和应用经验,巨联已成长为*的工业有机废气综合治理服务商。我们始终坚持有机废气一体化治理理念,建立起以有机废气治理为核心的循环产业链,为工业企业提供废气、废液、废物的全过程协同治理解决方案。
巨联专业从事有机废气治理设备的研发、设计、制造、安装和运维,在涂层、印染、化纤、合成革、电子、印刷等行业的污染治理方面具备*的技术优势和丰富的项目经验,在行业内处于地位。巨联不仅帮助工业企业解决有机废气治理问题,也致力于为客户创造更大价值。我们通过有机废水提纯、树脂材料生产、活性炭再生、危废处置等配套设施,实现有机废气治理副产物的无害化处理和资源化利用,让企业的环保投资由成本模式向收益模式转型。储罐氮封系统装置使用的氮气纯度不宜低于99.96%,氮气压力宜为0.5~0.6MPa。

二、供氮装置在废气治理工艺方案工艺方案
以4台轻质油内浮顶储罐组成的罐组为例,设计方案如下:
1.内浮顶储罐改造
1)封堵储罐罐壁(顶)的通气口。
2)核算罐顶呼吸阀是否满足设置氮封后的需求。呼吸阀的数量及规格按照《石油化工储运系统罐区设计规范》SH/T 3007-2007确定(见表一)。呼吸量除满足储罐的大、小呼吸外,还应考虑氮封阀不能关闭时的进气量等因素。
3)在储罐罐顶增加氮气接入口和引压口。为确保压力取值的准确性,两开口之间的距离不宜小于1m。
4)量油孔应加导向管,确保量油作业时不影响氮封压力。
5)储罐罐顶增加紧急泄压人孔接口。
2.供氮装置在废气治理工艺方案工艺流程
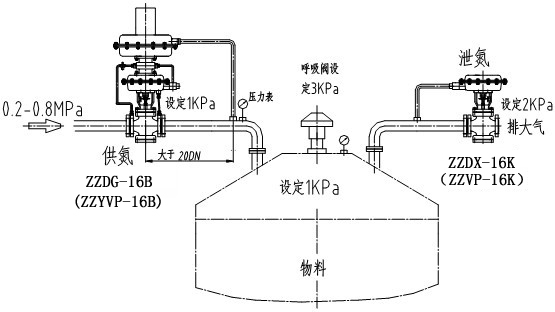
1)在每台储罐上设置先导式氮封阀组和限流孔板旁路,正常情况下使用氮封阀组维持罐内气相空间压力在1.2KPa左右,当气相空间压力高于1.4KPa时,氮封阀关闭,停止氮气供应;当气相空间压力低于0.8KPa时,氮封阀开启,开始补充氮气;当氮封阀需要检修或故障时,使用限流孔板旁路给储罐内补充氮气,压力高于1.5KPa时,通过带阻火器的呼吸阀外排(短时间连续补充氮气)。
2)当氮封阀事故失灵不能及时关闭,造成罐内压力超过1.5Kpa时,通过带阻火器的呼吸阀外排;当氮封阀事故失灵不能及时开启时,造成罐内压力降低至-0.3Kpa时,通过带阻火器呼吸阀向罐内补充空气,确保罐内压力不低于储罐的设计压力低限(-0.5Kpa)。
3)为确保设置氮封储罐事故工况下的安全排放,应在储罐上设置紧急泄放阀,紧急泄放阀定压不应高于储罐的设计压力上限(2.0Kpa)。
4)当需要使用限流孔板旁路补充氮气时,流量宜等于油品出罐流量,氮气管道的管径为DN50,氮气的操作压力为0.5MPa。
5)若在相同油品储罐之间设置有气相联通管道,每台储罐出口均应设置阻火器,以防止事故扩大。
6)阻火器应选用安全性能满足要求的产品,且阻力降不应大于0.3KPa。

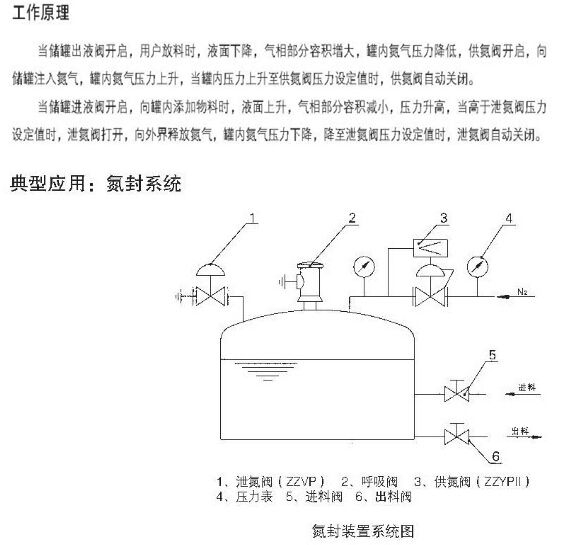
供氮装置在废气治理工艺方案
压力设定在指挥器上实现,因而方便、快捷、省力省时可在运行状态下连续设定。是由ZZDG型指挥器操作型自力式压力调节阀(这里简称供氮阀)和ZZDX型自力式微压调节阀(简称泄氮阀)两大部份组成。当罐内压力升高超过设定值时,供氮阀关闭,泄氮阀打开(罐顶未设呼吸阀,或呼吸阀故障打不开),将罐内多余压力泄放。在储罐内压力降低时,泄氮阀处于关闭状态,供氮阀打开,向罐内注氮气。供氮阀阀前压力最好在1.0Mpa以下,现场压力较高时,可在供氮阀前安装一只ZZYP型自力式压力调节阀将压力减至。1.0 Mpa以下,以提高可靠性和使用效果。