品牌
生产厂家厂商性质
杭州市所在地
一、产品介绍:
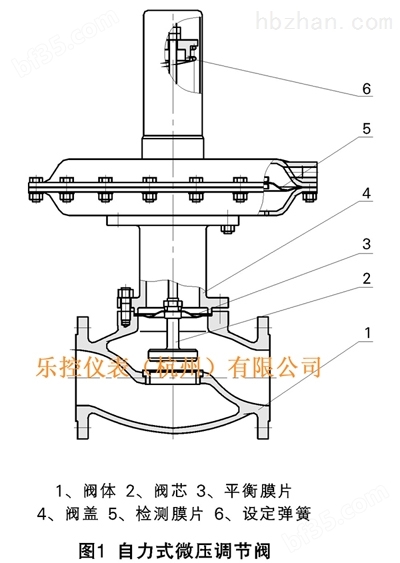
氮封装置系统(包括供氮阀、泄氮阀、呼吸阀组成)是由控制阀门、执行器、压力弹簧、指挥器、脉冲管等部件构成。主要用于保持容器顶部保护气体(一般为氮气)的压力恒定,以避免容器内物料与空气直接接触,防止物料挥发、被氧化,以及容器的安全。特别适用于各类大型储罐的气封保护系统。该产品具有节能、动作灵敏、运行可靠、操作与维修方便等特点。广泛应用于石油、化工等行业。
LKZZVP-16K卸氮阀泄氮阀采用内反馈结构,介质直接经阀盖进入检测机构,介质在检测元件上产生一个作用力与预设弹簧预紧力相平衡。当罐内压力升高于泄氮装置压力设定点时,平衡被破坏,使阀芯上移,打开阀门,向外界泄放氮气;当罐内压力降至泄氮装置压力设定点,由于预设弹簧力作用,关闭阀门。主要用于罐区自动压力泄放阀。

二、工作原理:
当储罐进料阀开启,向罐内添加物料时,液面上升,气相部分容积减小,压力升高,当罐内压力升至LKZZVP-16K卸氮阀泄氮阀压力设定值时,泄氮阀打开,向外界释放氮气,使罐内压力下降,降至泄氮阀压力设定点时,泄氮阀自动关闭。该产品采用平衡型单座阀快开流量我调节机构。介质压力稳定,调节精度高,用于微压控制,密封性能安全可靠,在运行期间可任意对设定值进行调整等特点,因而它适用于各种工业炉燃烧系统燃料气体,如石油在制品或油库贮罐保护气体与热处理保护气体的微压自动调节等场合。
三 、主要参数、性能指示与材料:
1、主要参数与性能指示见表一 表一
公称通径DN(mm) | 20 | 25 | 40 | 65 | 80 | 100 | 150 |
额定流量系数(KV) | 8 | 11 | 32 | 80 | 100 | 160 | 480 |
额定行程(mm) | 6 | 8 | 10 | 15 | 20 | 30 | |
公称压力PN(MPa) | 1.0 1.6 | ||||||
压力调节范围(KPa) | 0.5~5.5 5~10 9~14 13~19 18~24 22~28 26~33 31~38 36~44 42~51 49~58 56~66 64~78 76~90 85~100 | ||||||
介质温度(℃) | ≤80 | ||||||
调节精度(﹪) | ±10 | ||||||
允许泄漏量(ml/min) | 0.10 | 0.15 | 0.30 | 0.60 | 0.90 | 1.20 | |
2、外形尺寸与重量见表二、表一 表二 单位:mm
公称通(DN) | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 150 |
A | 310 | 310 | 310 | 310 | 310 | 402 | 402 | 402 | 402 |
H | 376 | 465 | 364 | 445 | 445 | 490 | 490 | 510 | 800 |
L | 150 | 160 | 180 | 200 | 230 | 290 | 310 | 350 | 480 |
重量(kg) | 12 | 18 | 25 | 32 | 45 | 58 | 68 | 76 | 93 |
接头螺纹 | M16×1.5 | ||||||||
3、主要零件材料见表三 表三
零件名称 | 材料 |
阀体 | ZG230-450、ZG1Cr18Ni9、ZGCrNi18Ni12Mo2Ti |
阀芯 | 金属部分:1Cr18Ni9Ti 密封部分:增强聚四氟乙烯 |
阀座 | 1Cr18Ni9Ti |
膜片 | 丁晴橡胶、氟橡胶 |
弹簧 | 60Si2Mn |
四、执行机构的选型:
气动执行机构用于很广,它结构简单、操作方便、工作可靠、便于维护、特别适用于易燃易爆的场合和高温高湿的环境。但输出力较小,有滞后现象。按结构形式分类,气动执行机构又可以分为:薄膜执行机构、活塞式执行机构和长行程执行机构。其中,薄膜式执行机构在一盘形腔室内设有一薄膜,当薄膜两侧压差发生变化,则原作用于膜片上的气压、弹簧力和阀杆不平衡力之间的平衡被破坏,执行机构动作。与其它执行机构比这种执行机构结构*为简单,运行可靠,维修方便,价格低廉。但由于膜片能承受的压力较低,加之平衡弹簧又抵消了大部分作用力,故有效输出力较小,活塞执行机构由气缸两侧压差驱动,其承压力大又无弹簧抵消推力,故输出力大。而长行程执行机构是活塞执行机构的一种,其行程长,主要与角位移阀配用。
五、阀内件对噪音的影响分析
阀内件产生的阀门噪音是由于下述原因之一造成的:
(1)机械振动;
(2)固有频率振动;
(3)节流不稳定;
(4)流动介质——液体的气蚀或气体流动的空气流动的空气动力学影响;
(5)在阀门关闭件上的水锤冲击。
机械振动可以用下述方法降低:
(1)保持紧密的径向间隙;
(2)采用重型导向来分散冲击将载荷及减弱振动;
(3)选用耐热及减少磨损的材料,防止间隙扩大;
(4)在套筒阀的重型阀芯导向上,采用一个弹性材料的阻尼环,这也可以当做压力平衡套筒结构密封。
固有频率振动可以用下列方法消除:
(1)采用整体铸造的阀芯和零件来破坏其对称性,而不是采用圆柱形薄壁筒焊在阀杆上;
(2)把圆柱形薄壁窗口型阀芯更换为柱塞式阀芯,或者反过来也是一样;
(3)改变流;
(4)改变阀杆直径;
(5)采用单座阀带重型阀芯导向(没有导向杆),因为较大的阀芯刚性对振动不太敏感。
节流不稳定性是组合件垂直震荡的运动,包括阀芯、阀杆及活动的执行机构部件,单座和双座无压力平衡的阀门均不稳定,当其节流高到高压降低行程时,如在“流体动力影响”部分所作的说明,由流体碰撞在阀芯上而产生巨大的向上向下推力,迅速地改变它们的方向和幅值。这种影响可能由带阀门定位器的执行机构所放大,其组合的频率特性可能失去要求的控制作用。于是,引起了在流动介质中的压力波动,产生一个隆隆的噪声,频率大约在30赫左右。振动取决于与阀芯-阀杆-执行机构等可动零件刚性以及弹簧刚度。阀座、阀芯及阀杆由于振动会引起泄漏或阀杆断裂而损坏,另外,阀杆填料的磨损率也会增加。
节流不稳定性可以通过下述方法降低:
(1)使用刚性较高执行机构(高的弹簧范围);
(2)安装一个脉冲阻尼器,也有使用“液压缓冲器”安装在执行机构的推杆上;
(3)设计一个压力平衡式套筒以减小不平衡力的幅值,从而改善了稳定性;
(4)维持快速的频率响应,用于调节器-阀门定位器-执行机构的组合。
流动介质的噪音包括:
(1)气蚀噪音,在高压降下通过阀座与阀芯的环形间隙所形成的气泡破裂后冲击而产生的噪音;
(2)空气动力学噪音,由于高压气体进出阀门的流通口而引起的,是巨大的噪音。空气动力学噪音也可能由于压力恢复,随之在下游通道中的流速降低而产生的声音冲击波。
六、安装、使用与维护:
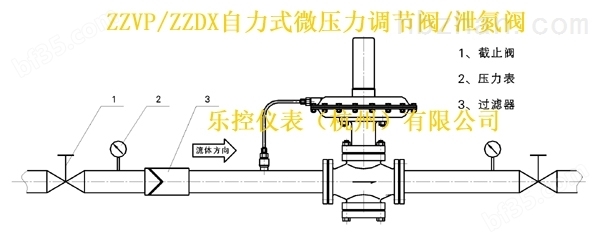
1、安装前应检查产品型号、规格是否符合要求,管道应进行清洗、清除与杂物等。微压阀应正立、垂直安装在管道上,两端法兰应对准管道法兰中心,介质流向要与阀体箭头指向一致。为便于阀门自控系统失灵时能连续生产,应设置旁路阀,见图二。
2、为确保微压阀正常工作,在阀前应设置过滤器、压力表与截止阀。在阀后,压力表应设置在联接管道取压点附近。
七、订货须提供以下参数:
1、控制压力(即设定压力值)
2、介质名称、温度、流量
3、材质要求(是否有其它特殊要求)
八、故障分析及解决办法
故障:阀体磨蚀
产生原因:
(1)流体速度太高
(2)流体中的颗粒
(3)空化和阀蒸
消除方法:
(1)增大阀内件尺寸,以降低流体速度
(2)阀体改为流线型结构,减小流体撞击
(3)阀体材料增加硬度
(4)改变阀内件结构,以降低流速
(5)避免空化作用,改用低压力恢复的阀门
(6)用不锈钢材料焊接修理
故障:阀内件磨蚀
产生原因:
(1)流体速度太高
(2)流体中有颗粒
(3)空化和闪蒸
消除方法:
(1)增大阀体或阀内件尺寸,降低流体速度
(2)改用更硬材料阀内件
(3)改变阀内件结构,以降低流速
(4)避免空化作用,改用阀门或阀内件
(5)改用流线型结构,避免冲击
故障:阀芯、阀座之间泄漏
产生原因:
(1)阀芯、阀座表面情况不好(磨损、被腐蚀)
(2)执行机构作用力太小
(3)阀座螺纹被腐蚀、松动
消除方法:
(1)改善接合面(研磨)
(2)调节执行机构和阀杆的连接加以调整
(3)拧紧或修理,更换阀芯、阀座
故障:阀座环和阀体之间的泄漏
产生原因:
(1)拧紧力矩太小
(2)表面不好(不干净、粗糙度差)
(3)垫片不合适
(4)阀体有小孔
消除方法:
(1)加大拧紧力矩
(2)重新加工,清洗干净
(3)修理或更换垫片
(4)铸件有时容易产生小孔,磨掉后焊接个修理
故障:填料泄漏
产生原因:
(1)阀杆粗糙度不好
(2)阀杆弯曲
(3)填料盖没有压紧
(4)填料类型或结构不好
(5)填料层堆得太高
(6)填料腐蚀、有坑
(7)填料压盖变形、损坏
消除方法:
(1)阀杆磨光
(2)阀杆压直
(3)重新拧紧
(4)重选填料并更换填料
(5)安装间隔环,减少填料高度
(6)改用性能好的填料
(7)修理或更换压盖及有关的法兰,螺母
故障:滚动磨损
产生原因:
(1)系统不稳定
(2)接触应力过大
(3)不对中
(4)表面粗糙度不好
(5)材料选用不好
消除方法:
(1)改善稳定性
(2)增大轴承尺寸
(3)重新加工修理
(4)重磨表面
(5)选择更好的导向件及材料
故障:上阀盖与阀体之间泄漏
产生原因:
(1)拧紧力矩小
(2)表面不光洁
(3)双头螺栓漏
消除方法:
(1)拧紧力大一些
(2)垫片表面干净、光洁
(3)双头螺栓附近的阀体不能有小孔
故障:阀杆连接脱开或折断
产生原因:
(1)力矩太大
(2)销连接不好
(3)振动或不稳定
消除方法:
(1)改用阀芯阀杆整体件,或用焊接阀芯
(2)销连接固定牢
(3)消除振动因素
故障:活塞密封处泄漏
产生原因:
(1)气缸光洁度太差,或内径太大
(2)活塞环装得不好,不密封
(3)密封件类型不好
(4)密封环使用温度过高
(5)使用时间太长,密封件损坏
消除方法:
(1)磨气缸
(2)正确安装
(3)按要求换密封环
(4)根据高温,进行设计
(5)更换密封环