品牌
生产厂家厂商性质
杭州市所在地
一、额定流量系数选型:
自力式调节阀系列额定流量系数的数值由制造厂规定,调压阀额定流量系数的实测值与规定值的偏差不超过规定值正负10%。当额定流量系数KV<5时,应不超过规定值正负20%。
二、用途与特点:
ZZYVP-B补氮阀(氮封阀),是一种无须外来能源,利用被调介质自身的压力变化达到自动调节和稳定阀后压力为设定值的节能型压力调节阀。该阀压力设定在指挥器上实现,方便、快捷,压力设定值在运行中也可随意调整;控制精度高,可比一般ZZY型直接操作自力式压力调节阀高一倍,适合于控制精度要求高的场合。它广泛应用于化工、石油、冶金、电力、轻纺等工业部门中用作生产过程的自动调节。(注:下图为氮封系统上应用方案)

三、结构与原理
ZZYVP-B补氮阀是由指挥器、调节阀、执行机构和阀后接管四部分组成。(见图一)
工作原理:介质以所示箭头方向进入阀体,一路经过滤减压器减压后的压力被引入指挥器;另一路通过阀芯、阀座,节流后的压力流向阀后,并通过导压管引入指挥器执行机构。当阀后压力高于设定压力时,其压力作用在指挥器薄膜有效面上产生一个推力带动指挥器阀芯关闭,切断引入主阀执行机构膜室中的压力,使主阀阀芯关闭,阀后压力随之降低。当阀后压力低于设定值时,由于指挥器主弹簧的反作用力打开指挥器阀芯,阀前压力又被引入主阀执行机构膜室产生推力,使主阀阀芯打开,阀后压力随之升高。如此往复,保持阀后压力为设定值。
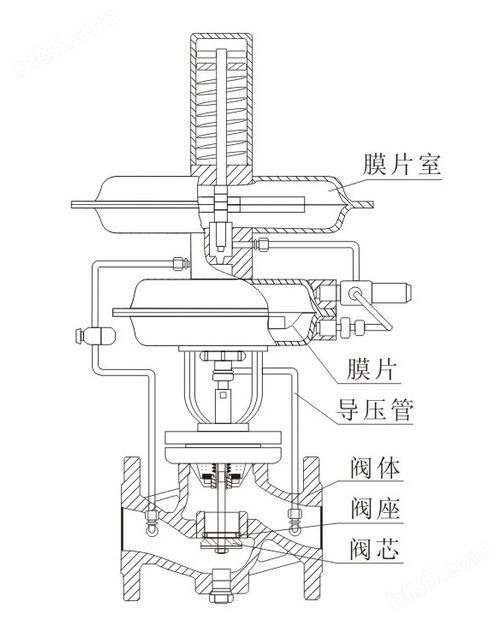
图一 ZZYVP-20B带指挥器型自力式压力调节阀
四、主要参数、性能指标与材料
1、主要参数及主要性能指标见表一 表一
公称通径DN(mm) | 20 | 25 | 40 | 50 | 80 | 100 | 150 | ||||||
阀座直径(mm) | 6 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 | |
额定流量系数Kv | 0.32 | 5 | 8 | 11 | 20 | 30 | 48 | 75 | 120 | 190 | 300 | 480 | |
压力调节范围KPa | 0.1~0.5、0.4~5.0、4.0~12.0、 | ||||||||||||
公称压力PN(MPa) | 1.6 | ||||||||||||
被调介质温度(℃) | -5~+100 | ||||||||||||
流量特性 | 快开 | ||||||||||||
调节精度(%) | ≤±5 | ||||||||||||
执行机构有效面积(cm2) | 100 | 200 | 280 | 400 | |||||||||
信号接口 | 内螺纹M10×1 | M16X1 | |||||||||||
2、压力调节范围见表二 表二
压力调节范围(KPa) | 指挥器膜室 有效面积(cm2) | 执行机构膜室 有效面积(cm2) | 使用阀门口径(mm) |
0.1~0.5 | 1200 | 100 | 20~32 |
0.4~5.0 | 600 | ||
4.0~12.0 | 400 | ||
0.1~0.5 | 1200 | 200 | 40~50 |
0.4~5.0 | 600 | ||
4.0~12.0 | 400 | ||
0.1~0.5 | 1200 | 400 | 65~100 |
0.4~5.0 | 600 | ||
4.0~12.0 | 400 | ||
0.1~0.5 | 1200 | 600 | 125~150 |
0.4~5.0 | 600 | ||
4.0~12.0 | 400 |
3、主要零件材料见表三 表三
零 件 名 称 | 材 料 |
气动活塞式执行机构,指挥器 | 组合件 |
阀体,阀盖 | ZG230-450,ZG0Cr18Ni9Ti,ZG0Cr18Ni12Mo2Ti |
推杆,阀杆 | 2Cr13,1Cr18Ni9 |
阀座 | 1Cr18Ni9Ti |
阀芯(软密封)/填料 | 聚四氟乙烯 |
膜片 | 丁橡胶夹增强涤纶织物/四氟膜片/氟橡胶膜片 |
弹簧 | 1Cr18Ni9Ti、60Si2Mn |
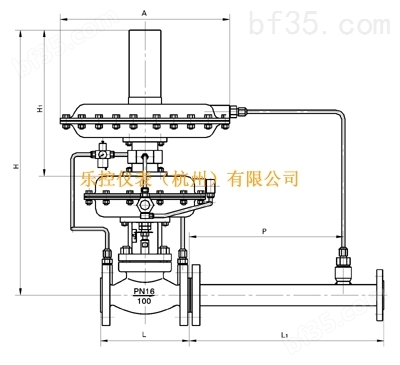
图二 外形图
4、外形尺寸见表四、图二 表四 单位:mm
公称 通径 | L | B | H1 | H | ||
A=1200 cm2 | A=600 cm2 | A=400 cm2 | ||||
压力调节范围(KPa) | ||||||
0.1~0.5 | 0.4~5.0 | 0.5~7 | ||||
20 | 150 | 383 | 53 | 605 | 554 | 554 |
25 | 160 | 58 | 605 | 554 | 554 | |
32 | 180 | 512 | 70 | 615 | 564 | 564 |
40 | 200 | 75 | 640 | 589 | 589 | |
50 | 230 | 603 | 83 | 655 | 604 | 604 |
65 | 290 | 862 | 93 | 722 | 671 | 671 |
80 | 310 | 100 | 738 | 687 | 687 | |
100 | 350 | 1023 | 110 | 755 | 704 | 704 |
125 | 400 | 1380 | 125 | 918 | 867 | 867 |
150 | 480 | 143 | 1.25 | 974 | 974 | |
注: 1)标准法兰连接形式PN16为凸面,连接尺寸铸铁法兰按GB4216.5-84,铸钢法兰按GB9113-2000、JB/T-94,阀体法兰及法兰端面距也可按用户标准制造,如:ANSI,JIS,DIN等标准。
2)接管根据用户需要配置
5、产品重量见表五 表五 单位:Kg
公 称 通 径(mm) | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 |
A=400cm2 | 18 | 18 | 25 | 27 | 40 | 55 | 80 | 108 | 130 | 150 |
A=600 cm2 | 20 | 20 | 27 | 30 | 45 | 60 | 86 | 115 | 140 | 160 |
A=1200 cm2 | 22 | 22 | 30 | 34 | 50 | 66 | 92 | 120 | 150 | 170 |
6、耐工作振动性能:
调压阀应进行振动频率为10Hz~55Hz,位移幅值为0.15mm和振动频率为55Hz~150Hz,加速度为20m/s2的正弦扫频振动试验。并在谐振频率上进行30min的耐振动试验。试验后调压阀的压力设定范围、压力负载特性、流量负载特性、开启压力偏差、启闭压差、填料函及连接处的密封性、气室 的密封性仍应符合要求。
7、按工艺条件选择调节阀
在选择阀门之前,要对控制过程进行认真分析,收集足够的数据,了解系统对调节阀的要求,包括操作性能、可靠性、安全性等方面。调节阀的选择一般应满足适用要求,降低成本。如果使用条件不高,各种类型的调节阀都可以使用,帽以考虑成本高低为准则。如果条件较苛刻,可供选择的类型就不多。如果在情况下,如操作介质是腐蚀性泥浆,在高压条件下工作,操作介质含有较大的磨蚀性颗粒,且有闪蒸作用,则很难找到真正合适的调节阀。
五、安装、维护与调试
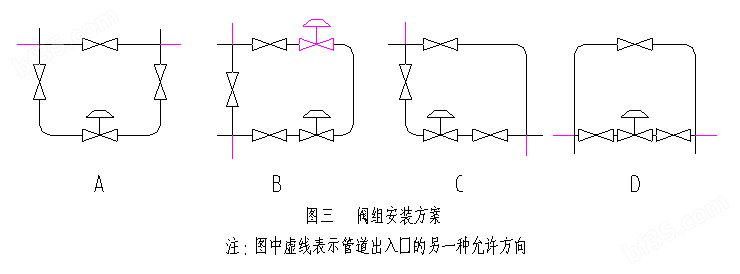
1、安装(见图三)
2、维护:
3、调试:
所需要压力值是通过对指挥器顶部的调节螺母的操作而得到调整,打开顶部的防尘盖,用扳手调整调节螺母。顺时针方向旋转使压力增大,逆时针旋转则压力减小。安装在压力调节阀后的压力表,可使工作人员借以观察调整后的压力给定值。
六、订货时请注明下列条件:
1)阀门型号
2)通径×阀座尺寸Kv值
3)阀体压力及连接形式
4)阀体和阀内组件的材料
5)阀特性及阀芯的形式
6)上阀盖形式
7)执行机构形式,是否带手轮机构及供气压力
8)正/反作用(气关式或气开式)
9) 附件(带过滤器减压阀等)
10)特殊要求(禁水处理,禁铜等)
11)介质名称
12)正常流量及大流量
13)介质压力,阀全开和全闭时阀进口和出口压力
14)介质温度和比重
15)介质粘度,是否含有悬浊液,是否有闪蒸现象。
八、制造能力:
乐控仪表(杭州)有限公司位于风景秀丽的杭州富春江畔,是一个集工程及阀门生产于一体的的企业,为客户提供专业的过程自动化及控制设备等解决方案。所涉及的行业包括化工、石化、电力、环境、生物科技、制药、食品、有色金属、钢铁以及其他工业领域。
十、常见故障分析及解决方案:
1、故障:阀体磨蚀
产生原因:(1)流体速度太高(2)流体中的颗粒(3)空化和阀蒸
消除方法:(1)增大阀内件尺寸,以降低流体速度(2)阀体改为流线型结构,减小流体撞击(3)阀体材料增加硬度(4)改变阀内件结构,以降低流速(5)避免空化作用,改用低压力恢复的阀门(6)用不锈钢材料焊接修理
2、故障:阀内件磨蚀
产生原因:(1)流体速度太高(2)流体中有颗粒(3)空化和闪蒸
消除方法:(1)增大阀体或阀内件尺寸,降低流体速度(2)改用更硬材料阀内件(3)改变阀内件结构,以降低流速(4)避免空化作用,改用阀门或阀内件(5)改用流线型结构,避免冲击
3、故障:阀芯、阀座之间泄漏
产生原因:(1)阀芯、阀座表面情况不好(磨损、被腐蚀)(2)执行机构作用力太小(3)阀座螺纹被腐蚀、松动
消除方法:(1)改善接合面(研磨)(2)调节执行机构和阀杆的连接加以调整(3)拧紧或修理,更换阀芯、阀座
4、故障:阀座环和阀体之间的泄漏
产生原因:(1)拧紧力矩太小(2)表面不好(不干净、粗糙度差)(3)垫片不合适(4)阀体有小孔
消除方法:(1)加大拧紧力矩(2)重新加工,清洗干净(3)修理或更换垫片(4)铸件有时容易产生小孔,磨掉后焊接个修理
5、故障:填料泄漏
产生原因:(1)阀杆粗糙度不好(2)阀杆弯曲(3)填料盖没有压紧(4)填料类型或结构不好(5)填料层堆得太高(6)填料腐蚀、有坑(7)填料压盖变形、损坏
消除方法:(1)阀杆磨光(2)阀杆压直(3)重新拧紧(4)重选填料并更换填料(5)安装间隔环,减少填料高度(6)改用性能好的填料(7)修理或更换压盖及有关的法兰,螺母
6、故障:滚动磨损
产生原因:(1)系统不稳定(2)接触应力过大(3)不对中(4)表面粗糙度不好(5)材料选用不好
消除方法:(1)改善稳定性(2)增大轴承尺寸(3)重新加工修理(4)重磨表面(5)选择更好的导向件及材料